全(quán)國谘詢熱線
186-7652-6988
歡迎光臨佛山市国产麻豆成人传媒免费观看鋁業有限公司官(guān)方網站!

全(quán)國谘詢熱線
186-7652-6988

聯係人:徐總
手 機(jī):18676526988
電 話:0757-63222898
郵 箱(xiāng):874514218@qq.com
網 址:www.bjxuri.cn
地 址:佛山市南海區獅山鎮山南工業區北區一路一排3號
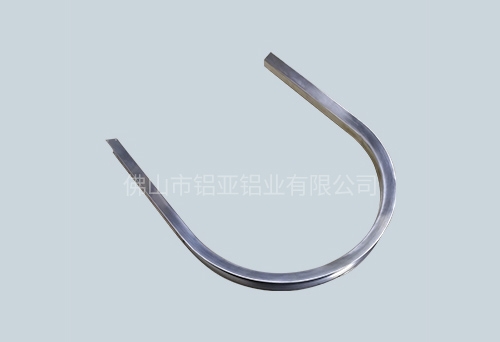
鋁型材(cái)拉彎與滾彎一樣,是常用的金屬型材冷彎工藝之一,具(jù)有適用(yòng)範圍廣,成形穩定等特點(diǎn)。特別(bié)適用(yòng)於薄壁類、方(fāng)管類及異形(xíng)工件單一半徑(jìng)的彎曲,為什麽說是單一半徑(jìng)。因(yīn)為多段弧工件的拉彎模(mó)具做起(qǐ)來比較麻煩。
拉彎的特點:
1、一般的拉彎(wān)設備或者工藝隻(zhī)能彎曲小於或等於180的工件,無法像滾彎(wān)一樣一次性加工360度或者更大的彎曲角度。之所(suǒ)以說是一般,是因為據小編所知還有(yǒu)一種(zhǒng)回轉型(xíng)的拉彎設(shè)備,但是(shì)很少見。
2、拉彎時工件以內表麵為中性層,其餘位置全部受(shòu)延展,也就是說理論(lùn)上所有的拉彎件在(zài)彎曲後都會比(bǐ)原來的長一(yī)點。
3、拉彎加工時,不論是加(jiā)工什麽類型的工件,肯定是需(xū)要預(yù)留料頭的(因為一般情況下材料兩頭都會因拉彎夾緊而損傷),這點跟滾彎(wān)或者彎管很不一樣。
4、拉彎無法成型(xíng)較小半徑的工件,若成型半徑較小,則工(gōng)件往往會出現斷裂等不良現象,至於為什麽會這樣(yàng),可以參考(kǎo)上述的第二點。
5、冷知識(shí),拉彎這種工藝其實在國外應用很少,遠遠不如滾(gǔn)彎加工。

鋁型材在拉伸過程中的注意事項:
鋁型材廠家在生產鋁型材的(de)時候,有很多道工序:熔煉,擠壓,拉伸,校直,切(qiē)割等等。每一道工序都需要遵守一些規定和要注意的事項。那麽鋁型材拉伸過程中都有哪些注意事項,我們一起(qǐ)來了解一下吧。
正式拉伸之前,要進行(háng)開機測試,確認預定拉伸率和夾持(chí)方法是否合適(shì)。要(yào)檢查傳輸帶、冷床、儲料台是否有破損,要保證台麵的整(zhěng)潔(jié)沒(méi)有雜物。
1、當然是先要看看鋁型材(cái)在外觀(guān)形狀上是否有明顯(xiǎn)的扭曲,摸下表麵是否光滑平整,有沒有裂紋(wén)或者氣泡,劃痕,毛刺等不平滑的地(dì)方。如果發現有的話不要購買,這是質量有問題的明顯處(chù)。
2、其次,就是要仔細檢查(chá)鋁型材表麵顏色,是否存在色差。有色差即說明質量不過關。或者也可以把相同型號(hào)的型材放在一起來(lái)進行比(bǐ)較,如果色差太(tài)明顯也不要選購。另外還要檢查(chá)鋁型材的斷麵厚(hòu)度是否與和標注的型號一樣(yàng),是否存在實物和標注不一處。
3、拉伸必定要在鋁合金型材冷卻到50度以下方可移到拉伸架上進行拉(lā)伸作業,溫度(dù)過高即拉伸既會燙壞人體,燙壞毛條,更因為不能(néng)徹底消(xiāo)除(chú)鋁合金型材內(nèi)應力而在時效前(qián)後呈現曲折,扭擰,功能不良等廢品。
4、拉伸量的(de)操控在1%擺布,而且要(yào)注意拉伸量過(guò)高會發生(shēng)頭中(zhōng)尾尺度誤差,外表水紋狀麻花(魚鱗)痕,延伸率低,硬度偏高(gāo)發脆(cuì)(塑性低)。過低的拉伸量會使型(xíng)材抗(kàng)壓強度及硬度偏低,乃至時效(xiào)(淬(cuì)火)也無法提高硬度,型材易弧形曲(qǔ)折(俗稱大刀彎)。
5、為操控拉伸變形量和非常好的操控整條型材的尺度變化,要(yào)選用適宜的專用夾墊(diàn)和適宜的方式方法。特別是開口料,圓弧料,懸(xuán)臂料,以及曲折形狀的型材更要留意拉伸夾墊的合理有用(yòng)運用。
6、留意寬厚比高的、懸壁長的、弧度大的、壁厚巨細懸殊的、形狀奇怪等型材的小腳、薄齒、長腿、圓弧麵、傾斜麵、開口、視點(diǎn)等的受力狀況,避免型材部分或點(diǎn)狀尺度變形、扭擰、螺旋等缺點發(fā)生。
7、因毛條有阻熱發出效(xiào)果,裝(zhuāng)飾外表需(xū)求高的鋁型材必定要多上下前後翻轉,以利散熱均勻,減少因散熱不均結晶度不一然後發生的橫向亮斑缺(quē)點,特別是大寬麵,壁偏厚鋁型材更要留(liú)意。
8、在取料(liào)和(hé)移動及拉伸過程中不得彼此碰擦、拉扯、堆疊、擁堵、纏繞在一起,應(yīng)彼此間(jiān)預留必定的間隔。對(duì)易曲折、出料長短(duǎn)的鋁合金型材要及時處置,必要時作好(hǎo)彼此間的維護處(chù)置。
![]() 手(shǒu)機:186-7652-6988
手(shǒu)機:186-7652-6988
![]() 座機(jī):0757-6322-2898
座機(jī):0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區(qū)獅山鎮山南工業區北(běi)區一路一排3號
地址:佛山市南海區(qū)獅山鎮山南工業區北(běi)區一路一排3號
熱器鋁型材(cái)")
(掃一掃 關注官方微(wēi)信(xìn))