全國谘詢(xún)熱線
186-7652-6988
歡迎光臨佛山市国产麻豆成人传媒免费观看鋁業有限公司官方網站!

全國谘詢(xún)熱線
186-7652-6988

聯係(xì)人:徐總
手 機:18676526988
電 話:0757-63222898
郵(yóu) 箱:874514218@qq.com
網 址:www.bjxuri.cn
地 址:佛山市南海區獅山鎮山南工業區北區一路一排3號
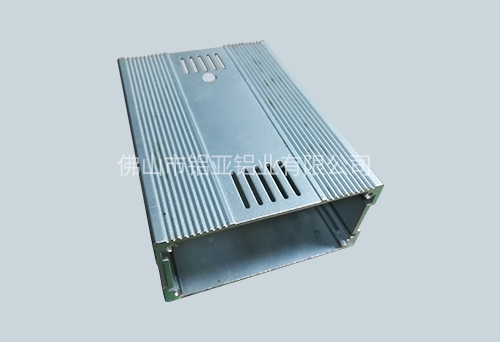
如果(guǒ)擠壓製(zhì)品在鋁型材擠壓加工(gōng)過程結束以後不僅受(shòu)外力作用的話,那麽(me),變形狀態的不均(jun1)勻性是產生(shēng)殘餘力(lì)的基本原因。由於塑性變形區各部分的溫度不均(jun1),在擠壓製品中也會產生殘餘應力。但是,因為這種溫度的不均勻性比較小,所以,由此而產生(shēng)的殘餘應(yīng)力值也大,因此可以(yǐ)認為,擠壓製品從塑性變形區流出瞬間的應力狀態主要取決(jué)於因變形不均(jun1)所(suǒ)引起的殘餘應力。

在大(dà)多數擠壓鋁型材加工過程中,周邊層的主拉伸變形要比中心層大。因此,周邊(biān)層的拉伸彈性變形大於中心層(céng)的拉伸彈性變形。按照內力相互平衡的條件,這就會導致周邊層為完全消除彈性(xìng)變形而產生的收縮要小一些,而中心(xīn)層為完全消除彈性(xìng)變形而產生的收縮要大一些,結果,從模孔中流出的擠壓製品內,中心層產生了縱向(xiàng)壓縮應(yīng)力,而其周(zhōu)邊層則產生殘(cán)餘拉伸應力。因注意的,在(zài)鋁擠壓型材時,其各(gè)部分流動速度的不均(jun1)勻性是產生(shēng)殘餘應力的另一個原因。
熱(rè)擠(jǐ)壓時(shí),由於工業鋁(lǚ)型材擠壓製品的隨後冷卻,往往會(huì)改變上述的應力狀態,這種改(gǎi)變有時是十分明顯(xiǎn)的。例(lì)如,當緩慢冷卻時,常可導致類似於進(jìn)行低溫(wēn)退火時的結果,即可(kě)能使殘餘應力幾乎完全消除。在此表麵積不大的型材中,由於熱慣性(xìng)大,出現這種緩慢冷卻形式(shì)的可能性就較大(dà)。在擠壓大直徑棒材(cái)和厚壁工業鋁型材時,除了因組織轉變所引起的應力狀態的改變外,由(yóu)於(yú)周邊(biān)層和中心層冷卻的(de)不均,也可(kě)能產生新的殘餘應力。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
地址:佛山市南海區獅山鎮山南工業區北區一路一排3號
器鋁型材(cái)")
(掃一掃 關注官方微信)